
Page précedente
( Suite )
E) la Forge : KITAE
La barre d'acier est maintenant jugée comme prête . Une profonde incision est réalisée à l'aide d'un ciseau puis la barre est repliée sur elle même recouvrant sa taille originale . ( cf illustration 1 ).
Le KAJI reprend le travail en chauffant , martelant puis chauffant , martelant encore , dessus-dessous jusqu'à l'amalgame complet des deux moitiés de la TROUSSE . La barre est à nouveau doublée soit sur la longueur soit sur la largeur ( cf illustration 2 ).
La TROUSSE est de nouveau pliée puis retourne à la forge et ainsi de suite jusqu'à ce que 6 pliages aient été réalisés . Chaque pliage nécessitera 30 mn et deux ou trois réchauffements de la lame ; le martelage devant être réalisé en 3 ou 4 mn pendant que l'acier est à température adéquate car comme le dit le proverbe : " il faut battre le fer pendant qu'il est chaud ".
Pendant l'échauffement de la barre d'acier , le KAJI la retire périodiquement de la forge puis la roule rapidement dans de la cendre de paille de riz puis la trempe dans un boue liquide d'argile avant de revenir au feu . Ce traitement aide à protéger l'acier en empêchant l'oxygène d'atteindre sa surface . Cela ralentit le taux de perte en carbone et l'oxydation de l'acier
( cf illustration 3 ).
La combinaison de l'oxygène et des hautes températures peut entrainer une perte extrême de la teneur en carbone ( en reconvertissant l'acier en fer ) ce qui causerait des dommages au matériau travaillé . Sous des conditions normales de forge , ce premier stade consume environ la moitié de la quantité de TAMAHAGANE utilisée pour la lame considérée . Ces 6 pliages portent le nom de SHITA-GITAE ou bases de la forge , et produit une barre d'acier dont les dimensions sont à peu près les suivantes : 25 cm x 18/20 mm x 4 cm et d'une masse d'environ 1,2 à 1,7 kg .
Cependant , ce stade est transitoire ; le métal n'est pas encore prêt , affichant une teneur en carbone trop forte et surtout uniformément répartie . Avant de reprendre la forge , le KAJI coupe cette barre en 3 parties égales . Pour un sabre court , deux parties sont suffisantes , mais pour un Katana , il en faut quatre ; ajoutant une part issue d'une autre barre fabriquée pareillement, les quatres portions sont de nouveau empilées , de nouveau chauffées et martelées afin de les souder les unes aux autres . La masse en résultant est de 1,5 à 2,7 kgs . Elle est à nouveau chauffée , martelée et pliée 6 à 7 fois minimum . Ce second stade est nommé AGE-GITAE ou finitions de la forge . De nouveau 50% de la masse d'acier est consumée . Le résultat définitif est une barre d'acier de 1 à 1,5kg , et affichant une teneur en carbone adéquate pour notre forgeron de 0,70% ( certains recherchent des teneurs inférieures ou supérieures selon leur choix ). La phase d'ajustement des teneurs en carbone se nomme MIZUHESHI .
Le KAJI détermine de façon quasi certaine , de par son expérience, la teneur en carbone car les différentes actions de la forge ont permis d'estimer les pertes de l'acier : la première phase avant la KITAE (§ D du précédent chapitre) occasionne une perte de l'ordre de 0,30% et les pliages successifs affichent 0,03 % de pertes par pliage.
Supposons un TAMAHAGANE à 1,4 % de teneur en carbone avant la forge , le taux est réduit à 1,1% après la première phase de soudure de l'acier ; après les treize pliages 0,39 % s'en sont allés ; il ne reste désormais que 0,71 % de teneur en carbone ; de plus , toutes ses opérations ont parfaitement remplies leur role en distribuant uniformément l'acier ( les pliages se faisant dans les deux sens ) et les impuretés se sont complètement évaporées suite au martelage à chaud
( décollement des scories qui se consument sous forme d'étincelles ) .
Cependant , la forge n'étant pas une affaire de calcul , l'état général de la lame est toujours évalué par l'oeil expert du KAJI , 13 pliages constituent le nombre nécessaire et souvent suffisant pour parvenir au résultat attendu , mais si d'autres pliages sont souhaitables , l'opération est bien sur poursuivie jusqu'à satisfaction du forgeron .Les lames ainsi façonnées comportent un nombre de COUCHES équivalents aux pliages ; 13 pliages , la base de notre KAJI et c'est environ 8000 couches ( 2 puissance 13 ) qui ont été réalisées ; la qualité d'une lame ou plutot de son acier est d'autant plus garantie que le nombre de couches est important . En général , on dépasse rarement 15 pliages soit 32000 couches .
La barre est " terminée ", l'acier est " parfait " pour l'usage auquel il est destiné . L'importance de la teneur en carbone de l'acier produit appelé JITETSU se traduit par le rendu , la texture de celui-ci sur la lame nommé JIHADA . Le métal forgé et plié 13 fois ou plus , devient une sorte de pâte métallique composée de plusieurs couches , 16000 ou plus par cm d'acier . La disposition de ces couches peut être controlée et sur une lame parfaitement polie , elles apparaissent sous forme de motifs distinctifs.
Si au démarrage de l'AGE-GITAE , le KAJI choisit de mêler des blocs d'acier issus de barres de différentes bases de la forge
( SHITA-GITAE ), ce qu'ils font d'ailleurs assez souvent , les différents taux de carbone des aciers se combinent et les strates en résultant en témoignent par la présence de lignes contrastées tout le long des parties non brulées ( voir ci- après paragraphe sur la trempe ) . Ce procédé constitue une spécialité des forgerons du courant SHINSHINTO .
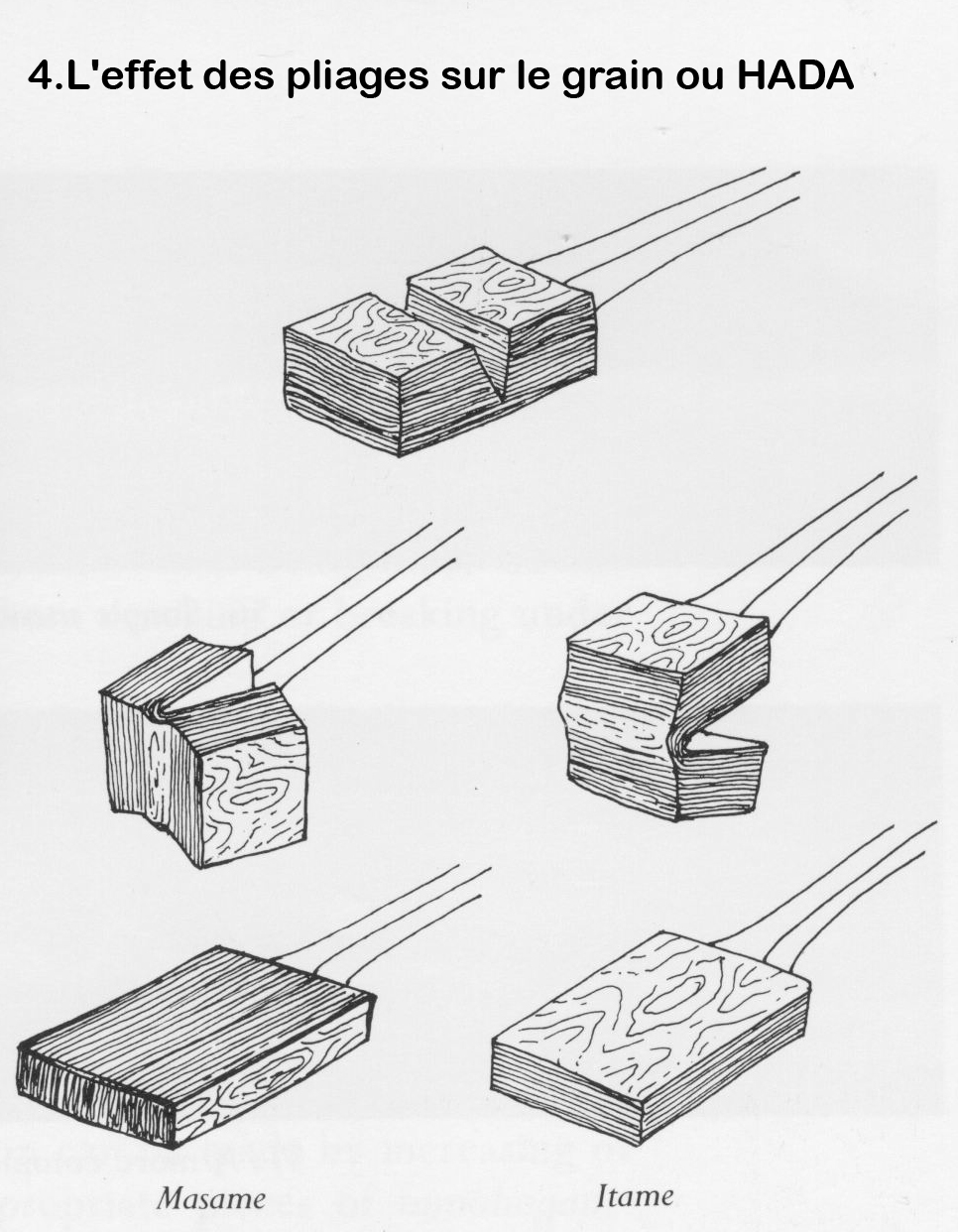
L'aspect du JIHADA est également considérablement lié à la façon dont le martelage est réalisé .
Forger dans une seule direction , la longueur en général , et de ce fait marteler le bloc de telle façon que ses côtés deviennent la surface de la lame produit un grain assez droit appelé MASAME ( cf § VIII ) . Ces lignes sont en effet les rémanences de l'effet d'empilage des galettes d' acier ( § D ci-avant ) . Si la lame est construite à partir du martelage du dessus d'une barre d'acier pliée sur la longueur uniquement, ou si elle résulte d'une barre d'acier pliée alternativement dans les deux directions quelqu'en soit la surface martelée utilisée , le grain sera de type ITAME ( cf § VIII )
( cf illustration 4 ) .
D'autres variations de ce type peuvent être réalisées en changeant notamment la force d'impact des marteaux , la forme de leur tête , la température de l'acier . Par exemple , le grain nommé AYASUGI ( cf § VIII ) , qui appparait sous forme de vagues espacées régulièrement . Il ne résulte pas d'un quelconque martelage mais est produit par des intéractions sur la confection du MASAME HADA .A suivre......
 |
 |
 |
 |
 |
 |



Chapitre 6 : Naissance du Sabre |
|---|